

全村总面积37890亩(耕地面积2440亩,山林35445亩),共有茶园面积8000亩,是历史贡茶“渠江薄片、贡芽茶、土贡芽茶、奉家米茶”产区,有深厚的茶文化底蕴;在省内茶博会数次荣获金奖殊荣,是省级“一村一品”示范村,和市级美丽乡村示范村。
渠江源村系AAA景区“渠江源茶文化主题公园”所在村,村内有数家注册企业,其中紫金茶叶科技发展有限公司、桃花源农业开发有限公司、春满园农业开发有限公司等为代表的茶叶产业群,创建了渠江贡、渠江红、十八红、濛耳茶等一批名优茶品牌,是新化红茶的核心产地。除此外,村内还有3家茶叶种植专业合作社,2家中药材种植合作社,1家有机蔬菜合作社,还有奉氏古方豆制品加工厂和土鸡养殖专业合作社。旅游配套设施有世外山居接待中心、紫金庄园及26家农家乐,旅游接待能力600人。
渠江源村垃圾处理和双碳建设目标:⑴解决垃圾无害化处理问题;⑵开发能源综合利用;⑶试点生产碳基原料、竹木碳和竹木活性碳;⑷探索碳减排产业化;⑸建设成为娄底市的垃圾裂解气化处理及资源综合利用示范基地。
渠江源村垃圾无害化处理方案
由广东ag九游会j9入口环保设备有限公司采用新型垃圾裂解气化技术承建的垃圾处理站,可以很好地解决渠江源村的垃圾无害化处理难题。
⑴技术原理
裂解气化是基础的技术原理。裂解气化是在不完全燃烧条件下(通过限氧完成),将垃圾加热,使垃圾中的有机碳氢化合物发生裂解反应,变成含有CO、H2、CH4等可燃气体的混合气体;混合气体产生后随即燃烧,燃烧产生的高温将混合气体中的有害物质有效分解,垃圾处理无害化率100%,并产生可以再次利用的热能。

金属、玻璃、水泥、陶瓷不能发生气化反应,经过简单筛选生活混合垃圾处理后减量率可达到95%;由于垃圾气化过程不使用任何辅助能源、二噁英可以有效控制(下面详细介绍)、需要处理的尾气不同于垃圾焚烧产生的烟尘,因此垃圾处理的运营成本大幅降低。
实际操作中,气化和裂解反应没有明显的界限。表现为:干燥、热解、氧化、还原,四个反应过程。
干燥。气化炉最上层为干燥层,垃圾加入后处于干燥区,垃圾在这里同下面三个反应区生成的热气体进行换热,使垃圾的水分蒸发,该层温度为50℃-250℃。干燥层的产物为干燥垃圾和水蒸气,水蒸气随着下面三个反应区的产热排出气化炉,干燥垃圾落入热解区。
热裂解。垃圾向下运行进入热解区,同时将垃圾加热,垃圾受热发生热裂解反应,其温度区间为250℃-700℃。通过热解反应,垃圾中大部分的挥发分从固体中分离出去,在500℃-600℃时基本完成。热解区的主要产物为灰渣、氢气、水蒸气、一氧化碳、二氧化碳、甲烷、焦油及其它烃类物质等。
还原。在还原区已没有氧气存在。在氧化反应中生成的CO2在这里同碳及水蒸气发生还原反应,生成一氧化碳和氢气。由于还原反应是吸热反应,还原区的温度比氧化区低,为700℃-900℃。还原区的主要产物为CO、CO2和H2。
氧化。氧化层的温度区间为900℃-1300℃。热裂解的剩余渣与空气中的氧气发生剧烈反应,释放大量热量。由于是限氧燃烧,氧气的供给是不充分的,因而不完全燃烧反应同时发生,生成一氧化碳,同时释放热量。在氧化区,温度可达1300℃,为还原区的还原反应、垃圾裂解和干燥提供热源。在氧化区生成的CO、CO2进入气化炉的还原区,灰分(约占干基垃圾的3%-5%)落入下部。
裂解气化实际上总是兼有燃料的干燥裂解过程。在实际反应过程中,上述四个过程没有明确的边界,是相互渗透和交错的。在气化炉出口,产出的气体成分主要都是为CO、CO2、H2、CH4、N2、焦油和其它芳烃类气体,还有水蒸气和少量灰分,一般含量为CO占30%左右、H2占5%-10%,CH4占比1%。
⑵技术特点
新型垃圾裂解气化技术具有如下特点:
①垃圾分解(裂解气化)产生的混合燃气质量好,可自燃。
②垃圾分解过程自供能,稳定性好,不需要人为干预,垃圾处理过程运行成本低。
③裂解过程采用内加热,简单实用。
④湿垃圾可以直接进行裂解气化处理,很适合于处理乡村垃圾。
⑤垃圾裂解气化过程不产生二恶英。
⑥混合燃气在燃气灶内燃烧充分,环保效果好。
⑦燃气燃烧产生的热能配套锅炉、热风箱、多孔燃气灶等,能源利用价值高达70%。
⑧垃圾处理范围广,既可以处理农林木废弃物(秸秆)、生活垃圾,又可以处理部分工业垃圾和危废。
垃圾处理过程有如下明显的效果:最大限度减少垃圾的体积和重量;有效破坏垃圾中有毒有害成分;能将所有垃圾灰化和毁形;不需要将垃圾粉碎和干燥脱水;不需要将垃圾分类处理;不产生挥发性有机物;方便进行热能利用。
项目特点:
①对垃圾进行就地、即时处理,减少运输费用。
②垃圾处理过程防止二噁英污染环境。
③达到较高环保要求的处理成本低于150元/吨,其他间接成本少。
④安全性较好:炉体采用沙密封,炉内处于正常压力甚至负压状态。
⑤操作简单,安全,人工费用少。
⑥燃气二次燃烧产生的热能容易进行利用。
⑦垃圾处理不会排放废水。
垃圾“裸机”处理表征可以做到“五无”:无污水、无焦油排放,尾气无灰尘、无黑烟、无异味,不产生二噁英。

图1、垃圾裂解气化装备安装现场
⑷二恶英类物质控制方法
涉及一定温度的垃圾处理,如焚烧、热解、热消解等,都会面临二噁英类物质如何控制的问题。它不仅影响到垃圾处理的直接成本,更对垃圾处理地是否存在被二次污染的风险至关重要。
①二噁英类物质的生成条件
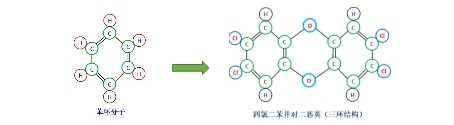
二噁英类物质生成需要同时满足五个条件:①有苯环分子;②有氧原子参与反应;③氯原子参与反应;④适宜的温度,250~650℃;⑤金属颗粒(灰尘)作催化剂。
二噁英类物质生成与温度的关系:
温度是影响二噁英生成的重要因素。250℃以下,二噁英不产生;250℃以上,二噁英迅速增加,至450℃达到峰值;温度继续升高,二噁英增速下降,600℃以上二噁英不再增加。温度超过700℃,二噁英开始分解,温度超过850℃、与氧气混合,停留2秒,二噁英全部氧化分解;温度超过1000℃,二噁英0.1秒以内可全部氧化分解。
②二噁英污染的控制方法
裂解气化技术从技术原理和工艺上控制了二噁英类物质的产生,具体方法:(1)气化过程是一种限氧反应,气化过程无飞灰产生,避免了金属颗粒通过灰尘发挥催化剂的作用,将二噁英生成的必要条件控制在最低,使垃圾气化后的混合气体和残余底渣的二噁英含量极低;(2)垃圾气化后形成的混合气体随产生随燃烧,燃烧温度900-1000℃,混合气体中残留的微量二噁英被完全分解;(3)垃圾气化后的底渣长时间处于900℃以上的氧化层,底渣中残留的微量二噁英被完全分解;(4)垃圾处理过程中无飞灰产生,避免了由飞灰造成的二噁英污染。
③检测数据
2015年10月23日“中国科学院广州化学研究所分析检测中心”出具的《检测报告》显示:送检的三种物料经气化裂解技术处理二噁英类物质检测符合国家标准。(1)污泥成型料,构成:污泥成型料70%,树叶废木材等生物质料15%,生活垃圾15%,处理过程二噁英类物质检测值0.021ng/m3符合国家1.0ng/m3远的标准;(2)混合生活垃圾,构成:生活垃圾60%,卷烟残废物10%,树叶废木材等生物质料10%,诊所医疗废弃物10%,污泥成型料10%,处理过程二噁英类物质检测值0.043ng/m3符合国家1.0ng/m3远的标准;(3)普通生活垃圾(随机抽取),处理过程二噁英类物质检测值0.045ng/m3符合国家1.0ng/m3远的标准。
裂解气化技术对垃圾处理二噁英类物质的有效控制,使以裂解气化技术为基础的垃圾处理工艺在降低垃圾处理成本和防止垃圾处理二次污染方面具有很大优势。
⑸垃圾裂解气化处理方案
依据垃圾裂解气化技术特征和渠江源村的地理和人口实际,制订渠江源村全境垃圾裂解气化处理方案,处理全村境内的所有生产性垃圾和生活垃圾,做到全村垃圾处理全覆盖,从根本上彻底解决渠江源村全境垃圾处理难题。
渠江源村常住人口1800人,需要处理的垃圾量按0.8kg/人计算,全村每天产生垃圾量约1.5吨(5立方),规划垃圾最大处理量为5吨,处理装置1套:
①垃圾气化裂解成套装备。包括裂解炉、高效燃气灶、水冷箱、旋流喷淋塔等4个主要装置,有效容积4立方处理,重点偏向于处理难度较大的塑料垃圾。本装备还可用于加工碳基原料减少碳排放,发展双碳经济。
②垃圾风选装置:主要用于生活垃圾的分选,分离有机物和无机物。
③垃圾撕碎装置:针对生活垃圾袋装情况以及大型垃圾进行破碎。
④垃圾烘干房:利用垃圾气化余热对垃圾进行烘干减少垃圾含水量。
⑤除铁装置:利用除铁技术分离出生活垃圾中金属物,进行回收利用。



